Para automatizar procesos de producción y fabricación siempre se toma en cuenta la unidad de procesamiento principal, que es el cerebro encargado de ejecutar las instrucciones automatizadas. Dentro del ramo industrial, estas unidades de procesamiento están representadas por los ya conocidos PLCs (Controlador Lógico Programable). Para los PLCs existen diferentes marcas a elegir: Siemens, Allen Bradley, Omron, Mitsubishi, Delta, etc. En este artículo hablaremos de las 3 características importantes de un PLC Mitsubishi FX.

Si estás a punto de automatizar algún proceso, te recomendamos primero evaluar las características importantes de cada PLC que existe en el mercado. Con el objetivo de tomar la mejor decisión dependiendo de las necesidades técnicas específicas del proyecto de automatización a implementar.
Las 3 características a considerar de un PLC Mitsubishi FX.
Te compartimos estas 3 características que desde nuestra experiencia son importantes considerar evaluar en un PLC. Específicamente hablaremos de las características en comunicación, procesamiento analógico y contadores de un PLC Mitsubishi de la Familia FX.
1.- Redes y Comunicación de un PLC Mitsubishi FX.
En los procesos de una fábrica en ocasiones es necesario intercambiar datos dentro del espacio de trabajo. Enviar información de la producción a un sistema central que se encargue de guardarlos y gestionarlos, o transferir información de un lugar remoto de difícil acceso.
Para cubrir esta necesidad, a la Familia FX del PLC Mitsubishi se le pueden instalar adaptadores directamente en la unidad central a través de interfaces RS232, RS422 o RS485. Con estos adaptadores es posible hacer intercambio de datos con otros dispositivos como impresoras, modems y lectores de códigos de barras. Además de contar también con interfaces para establecer comunicación por redes Profibus, Ethernet, CC-Link, AS-Interface, CANopen y DeviceNet.
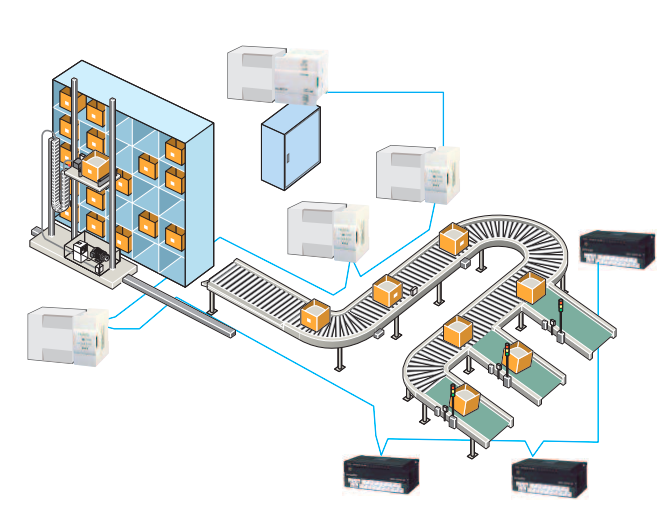
En el caso de envío de información a distancia, el PLC Mitsubishi FX cuenta con un módem GSM que se conecta a la interfaz RS232 de la unidad central. Con este módulo añadido al PLC Mitsubishi se facilita la supervisión de los datos dentro del mismo PLC, así como el envío de alarmas, advertencias o información del status de ciertos procesos.

2.- Procesamiento de valores analógicos en Mitsubishi FX.
En la automatización industrial, convertir valores analógicos es una de las tareas más comunes. Se debe tener muy en cuenta al momento de considerarla dentro de los presupuestos, ya que si no se consideran los módulos adecuados, es posible excederse en costos.
Las señales analógicas son tanto de entrada como de salida. Por ejemplo, para que un PLC Mitsubishi FX controle la velocidad de giro de un motor, va a utilizar una salida analógica. Si por el contrario, se desea medir el nivel de llenado de líquido dentro de un recipiente, el PLC Mitsubishi va a usar una señal de entrada analógica.
Otro ejemplo clásico es controlar el flujo de un líquido a través de una tubería. Para hacer este control se necesita de una señal de salida analógica, la cual va a controlar la bomba de propulsión de flujo del líquido.
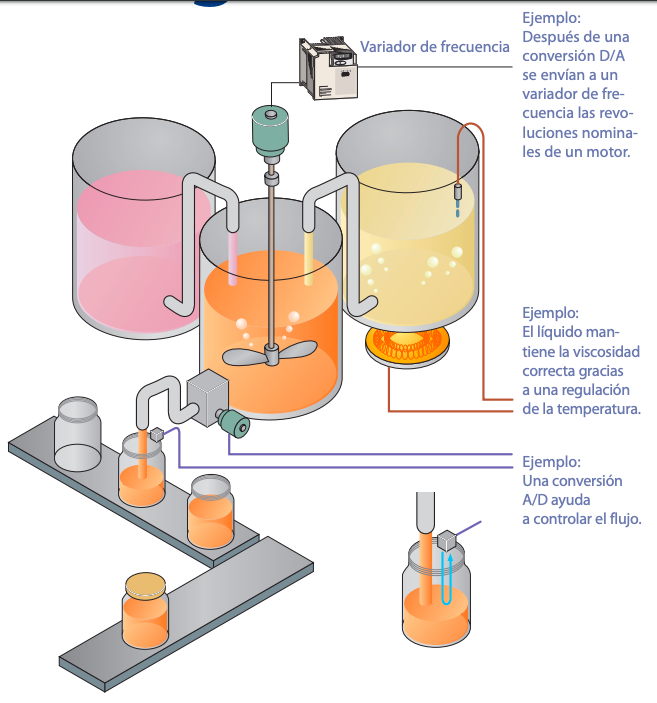
Ejemplo de conversión de valores digitales a valores analógicos en el PLC Mitsubishi.
Si el PLC almacena una variable con el número 1000, la cual representa el número de revoluciones para un motor. El PLC va a entregar esta señal digital en forma de señal analógica a un variador de frecuencia, quien se encargará de aumentará o reducirá la velocidad del motor.
Ejemplo de conversión de valores analógicos a valores digitales en el PLC Mitsubishi.
A partir de una señal analógica de tensión o de corriente se genera una señal digital con la que el PLC puede trabajar. El ejemplo de aplicación es el llenado de un contenedor con líquido. Es posible garantizar el llenado exacto gracias a la lectura de un sensor analógico que permite saber el nivel dentro del recipiente.
Otro ejemplo de lecturas analógicas es la temperatura. Cuando se desea mantener la temperatura en hornos de fundición, la lectura es a través de señales analógicas. Las cuales se convierten en digitales para que el PLC pueda compararlas y así mantener la estabilidad de los hornos.
Los PLCs Mitsubishi FX cuentan con diferentes módulos analógicos. Adaptadores con 1 o 2 canales, hasta módulos con 8 canales. La resolución de los módulos Mitsubishi FX va de los 8 a los 16 bits.
3.- Contadores en PLC Mitsubishi FX.
Los contadores dentro dentro de un PLC cobran un grado de importancia elevado cuando el proceso necesita medir la posición exacta de un motor. Para tener lecturas rápidas sin errores, tener un contador de alta velocidad ayudará a que ninguna señal se pierda, garantizando así con exactitud la posición de un motor.
Para medir las revoluciones en un motor se utiliza un encoder. Básicamente el encoder es un dispositivo que se encarga de medir la posición del eje del motor, enviando pulsos de señales al PLC quien se encarga de contar esos pulsos y así determina la posición del eje del motor.
Sabemos que las revoluciones (número de vueltas) de un motor pueden llegar a ser muy elevadas. Por ello la familia de PLCs Mitsubishi integra contadores de alta velocidad que pueden alcanzar lecturas de hasta 100HkHz, y del mismo modo, tienen la capacidad de generar trenes (cadenas) de pulsos con la misma frecuencia de 100kHz.
Existen módulos especiales que generan trenes de pulsos continuos y variables. Dependiendo de la necesidad del proceso a automatizar se elige el más conveniente. Además, si la velocidad no es suficiente, también hay módulos especializados que alcanzan frecuencias de hasta 200kHz.
¿Dónde es común utilizar el control de posición con contadores? Por ejemplo, cuando se controla un motor a pasos. El motor a pasos gira a través secuencias de pequeños micropasos. Mientras más micropasos se requieren para completar una revolución, el motor a pasos es más preciso, y en consecuencia, necesita de un contador más veloz.
Conclusión.
Ahora ya que ya tienes las 3 características a considerar de un PLC Mitsubishi FX, con ellas puedes hacer una comparativa técnica con otras marcas de PLCs. Recuerda primero contar con los requerimientos clave del proceso que se va a automatizar para evaluar las mejores características.
Mitsubishi cuenta con diferentes gamas de PLCs. La familia FX es de las más utilizadas en áreas industriales en todo el mundo. Recomendamos que seas meticuloso en tu elección para alcanzar los beneficios esperados en tu proyecto de automatización integrando PLCs de la marca Mitsubishi.

Haz clic aquí y recibe soporte en programación, análisis de fallos, comunicación en PLCs Siemens, Allen Bradley, Omron, Mitsubishi o Delta. Clic en la imagen de aquí arriba o en este enlace.